Choosing the right CNC cutting tools is particularly important. It not only improves machining efficiency and ensures part quality, but also extends tool service life—this is by no means a matter of grabbing any random tool. Just as different jobs require different tools, major processes such as turning, milling, and drilling each have their own know-how and key points for tool selection. This article will elaborate on how to accurately select turning tools, milling cutters, and drills based on part materials, machining accuracy requirements, and desired surface finish. In addition, parameters such as the tool’s own angles are also crucial; proper adjustment can optimize cutting performance, as well as control cutting forces and heat generation. Therefore, understanding the relationships between these core factors and forming a systematic tool selection approach are essential for achieving efficient and high-quality CNC machining.
How to Select Turning Tools
The quality of turning tool selection directly affects the surface finish of machined parts and machining efficiency. When choosing a turning tool, the first consideration must be the part material. For example, when machining high-hardness alloy steel, wear-resistant coated cemented carbide inserts are generally preferred—these inserts are heat-resistant and can withstand higher cutting temperatures. When machining soft materials such as aluminum and copper, sharp uncoated cemented carbide inserts or Polycrystalline Diamond (PCD) inserts should be selected to reduce the problem of material adhesion to the tool.
Second, cutting parameters are also critical. For rough turning operations where the goal is to quickly remove excess material, robust inserts with chip breakers should be used, paired with relatively high cutting speeds and feed rates. For finish turning that requires superior surface smoothness and dimensional accuracy, inserts with sharp cutting edges and high precision are essential.
There are also special cases to consider, such as machining parts with uneven surfaces that cause intermittent cutting, or using tools with long overhangs. In such scenarios, inserts with high toughness and special geometries are needed—for instance, those with negative rake angles and robust nose radii. These features prevent tool damage and extend service life. Additionally, angles such as the rake angle and clearance angle of the turning tool need to be fine-tuned according to specific machining conditions. Notably, when adopting an Automatic Iron Rod Loading Unloading System for batch processing of iron rod workpieces, it is advisable to match turning tools with high rigidity and wear resistance, as the system’s continuous and automated loading/unloading process requires tools to maintain stable cutting performance to avoid damage caused by sudden material feeding impacts.

Tips for Selecting Milling Cutters
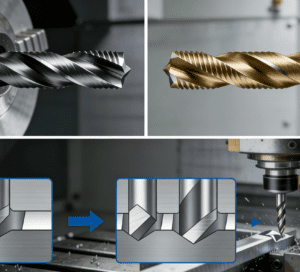
The selection of milling cutters should be based on part materials and machining requirements to maximize efficiency. For example, cemented carbide milling cutters are ideal for machining steel due to their excellent wear resistance; coated milling cutters are suitable for aluminum alloy machining as they reduce material adhesion issues. Cutting speeds and feed rates must be matched to the type of milling cutter; otherwise, the tool will wear out quickly and have a shortened service life.
Surface finish requirements also influence milling cutter design. Factors such as the number of cutting edges and rake angle directly determine machining accuracy and overall results. Proper adjustment of these parameters by operators ensures more stable milling operations and better workpiece quality.
What Are the Common Drilling Tools?
Drilling is an indispensable step in CNC machining, and selecting the right drill directly impacts hole quality and drilling efficiency. Common types of drills include twist drills, center drills, deep-hole drills (e.g., gun drills), and indexable drills.
Twist drills are versatile and cost-effective, making them suitable for most standard-sized holes. Center drills are used for spot positioning before drilling, ensuring holes are accurately placed. For deep-hole drilling, gun drills are the top choice due to their excellent chip evacuation capabilities and high drilling straightness. Indexable drills offer significant advantages in mass production—their inserts can be replaced, resulting in lower per-hole processing costs.
When selecting a drill, factors such as part material (e.g., hardness and toughness), hole size and depth, and required accuracy (e.g., hole wall smoothness and straightness) must be taken into account. For example, when machining difficult-to-drill materials like stainless steel, more wear-resistant cobalt alloy drills or coated drills are generally used. For holes requiring high precision, additional processes with step drills or reamers may be necessary. Drill parameters such as point angle and helix angle, as well as cutting edge width, also affect chip evacuation efficiency, cutting forces, and the surface quality of the drilled hole.
How to Optimize Tool Geometric Parameters?
Beyond selecting the correct tool type, proper adjustment of geometric parameters (such as tool angles) has a significant impact on machining performance. Optimal angles ensure smooth cutting, superior part surface finish, and extended tool life.
For example, the rake angle directly influences cutting force and chip evacuation—larger rake angles are typically used for soft materials, while smaller rake angles are preferred for hard materials to enhance cutting edge strength. The clearance angle is related to friction between the tool flank and the workpiece; an excessively large clearance angle can cause edge chipping, while an excessively small one leads to excessive friction and tool overheating damage.
For milling cutters, the helix angle is critical—a 45-degree helix angle generally balances cutting force and chip evacuation efficiency. For drills, the point angle and chisel edge width determine drilling accuracy and centering ability, and different angles are required for machining different materials.
In actual machining operations, fine-tuning details such as tool edge chamfers and cutting edge width (e.g., selecting widths below 0.1 mm for finish machining) based on part materials, cutting speeds, and feed rates can significantly reduce burr formation and improve workpiece surface smoothness.
In summary, selecting the right tools for CNC processes such as turning, milling, and drilling requires systematic consideration. Choosing the appropriate turning tool relies on understanding part materials and desired surface finish; selecting a suitable milling cutter requires balancing cutting parameters and tool paths; and choosing the correct drill directly impacts hole quality and efficiency. Regardless of the tool type, proper adjustment of geometric parameters is crucial.
Mastering these principles and applying these methods will not only extend tool service life, but also improve machining efficiency and ensure parts meet design specifications for accuracy and quality. With continuous practice and adjustment in actual operations, CNC machining skills can be gradually enhanced.