Giriş: Üretimin “Esneklik Devrimi”nin Arifesinde
Kişiselleştirilmiş tüketim eğilimleri ve tedarik zinciri belirsizliklerinin ikili gücü tarafından yönlendirilen üretim endüstrisi, "kitlesel çoğaltma"dan "kitlesel özelleştirme"ye doğru derin bir dönüşüm geçiriyor. Esnek Otomasyon Sistemleri—“özelleştirilmiş talepler” ile “verimli üretim”i birbirine bağlayan temel motor olarak— endüstriyel üretimin temel mantığını yeniden tanımlıyor. Bunlar yalnızca teknik sistemler değil, aynı zamanda üretimin gelecekteki karmaşık rekabetlerle başa çıkabilmesi için bir “hayatta kalma ilkesi”dir.
Bölüm 1: Esnek Otomasyon Sistemleri: Tanımlar ve Temel Özellikler
1.1 Tanım: Dinamik Olarak Uyarlanabilir Bir Üretim Sistemi
Esnek Otomasyon Sistemi, aşağıdakileri birleştiren entegre bir üretim sistemidir: akıllı kontrol, işbirlikçi robotik, akıllı algılama ve dijital yazılımTemel yeteneği şu şekildedir: Ürün türlerini hızla değiştirme, aynı üretim hattında üretim ölçeklerini esnek bir şekilde ayarlama, süreç yinelemelerini ve ekipman genişlemesini destekleme—verimli, düşük hacimli, yüksek çeşitlilikte üretime olanak tanır.
1.2 Dört Temel Esneklik Özelliği
- Product Flexibility: Başından sonuna kadar modüler araçlar, çevrimdışı programlama ve görsel tanımateknolojiler sayesinde ürün değişim süresi “saatlerden” “dakikalara” düşürülüyor (örneğin, değişim süreleri < 10 dakika olan otomotiv üretim hatları).
- Volume Flexibility: Güvenerek robotik küme planlama ve dinamik üretim ritmi kontrolüÜretim kapasitesi sipariş dalgalanmalarına yanıt verecek şekilde 30%–120% aralığında esnek bir şekilde ayarlanabilir.
- Genişleme Esnekliği: Evlat edinmek standartlaştırılmış arayüzler ve açık mimariler, yeni ekipmanlar (örneğin, işbirlikçi robotlar) sorunsuz bir şekilde entegre edilebilir ve süreç yükseltmelerini (örneğin, denetim modüllerinin eklenmesi) destekleyebilir.
- Bakım Esnekliği: Başından sonuna kadar dijital ikiz tanılama ve kendi kendini onarma algoritmaları, arıza tepki süresi 50%'den fazla kısalarak, kesinti kayıpları azaltılır.
Bölüm 2: Esnek Otomasyonun Teknik Mimarisi: Çok Teknikli İşbirliğinin "Akıllı Merkezi"
Esnek Otomasyon Sistemleri üç teknik katmanın sinerjisiyle çalışır: algı, karar verme ve uygulama:
2.1 Algılama Katmanı: Üretimin “Sinir Uçları”
- Görsel Algılama: 3D kameralar (çözünürlük ≤ 0,02 mm) ürün modellerini belirler ve montaj noktalarını tespit ederek karma model üretimini destekler.
- Force Sensing: 6 eksenli kuvvet sensörleri (hassasiyet ±0,1N) montaj basıncını kontrol ederek hassas bileşenler (örneğin talaşlar, valf gövdeleri) için verim oranlarını garanti altına alır.
- Yer Değiştirme/Basınç Algılama: Takım fikstür durumunun gerçek zamanlı izlenmesi ile deformasyon risklerinin azaltılması.
2.2 Akıllı Kontrol Katmanı: Karar Verme "Beyni"
- Donanım: PLC'ler (örneğin Siemens S7-1500) + endüstriyel bilgisayarlar, < 10ms tepki gecikmelerine sahip gerçek zamanlı kontrol ağları oluşturur.
- Algoritmalar: Kullanarak genetik algoritmalar (görev planlama)and takviyeli öğrenme (yol optimizasyonu)Robotik görevler dinamik olarak tahsis edilerek üretim hattı denge oranları 90%'nin üzerine çıkarılıyor.
2.3 Uygulama Birimleri: Eylemin “Esnek Bedeni”
- İşbirlikçi Robotlar: 3–10 kg yük kapasitesi, kuvvet kontrollü uç efektörleri (örneğin Robotiq tutucular) ile donatılmış olup, güvenli insan-robot işbirliğini sağlar (güvenlik seviyesi PLd).
- Esnek Araçlar: Konumlandırma ve sıkıştırma için program değiştirme yoluyla ≥10 ürün tipiyle uyumlu adaptif fikstürler (örneğin pnömatik çok parmaklı tutucular).
- AGV Kümeleri: Dinamik malzeme dağıtımı için lazer SLAM navigasyonu, yol planlama tepki süresi < 1 saniye.
2.4 Yazılım İşbirliği Katmanı: Verilerin “Dolaşımdaki Kanı”
- MES Sistemi: Gerçek zamanlı sipariş alımı, otomatik üretim planlama oluşturma ve üretim hattı ekipmanlarıyla yürütme.
- Dijital İkiz: 30% ile değişim planlarını (örneğin, takım değiştirme, program uyarlaması) önceden doğrulamak için 1:1 sanal üretim hattı simülasyonu, kesinti süresini azaltarak hata ayıklama.
- SCADA Sistemi: Dijital üretim profilleri oluşturmak için ekipman durumunu ve işlem parametrelerini (örneğin basınç, sıcaklık) toplayın.
Bölüm 3: Esnek Otomasyonun Sektöre Girişi: Otomotivden Akıllı Eve
3.1 Otomotiv Üretimi: Karma Model Üretimi için Bir "Ölçüt Savaş Alanı"
Dava: Alman bir otomobil üreticisinin yeni enerji üretim hattı, karma üretim elde etmek için esnek otomasyon kullanıyor saf elektrikli, hibrit ve yakıtlı araçlar:
- Değişim Mantığı:Görsel sistemler araç VIN kodlarını belirler ve ilgili programları (robotik yollar, takım parametreleri) otomatik olarak çağırır.
- Sonuçlar: Üretim hattı 8 araç modeliyle uyumlu olup, değişim süresi < 8 dakika olup, kapasite kullanımı 85%'ye (geleneksel hatlarda sadece 60%) çıkarılmıştır.
3.2 Elektronik 3C: “Tekrarlama Kaygısını” Gidermek İçin Bir Araç
Dava: Bir akıllı telefon sözleşmeli üreticisinin esnek üretim hattı, aynı anda birden fazla akıllı telefonun üretimini destekler. çok markalı, çok modelli (örneğin katlanabilir/düz ekranlar):
- Teknik Destek:Görsel yönlendirmeli robotlar, emiş nozullarını otomatik olarak değiştirir (farklı ekran boyutlarına uyum sağlayarak) ve MES, "sıfır envanter" beslemesini sağlamak için tedarikçilerle bağlantı kurar.
- Sonuçlar: Teslimat döngüleri 40% kısaldı, sipariş yanıt hızı 7 günden 3 güne düştü ve kusur oranları 0,05%'ye düştü.
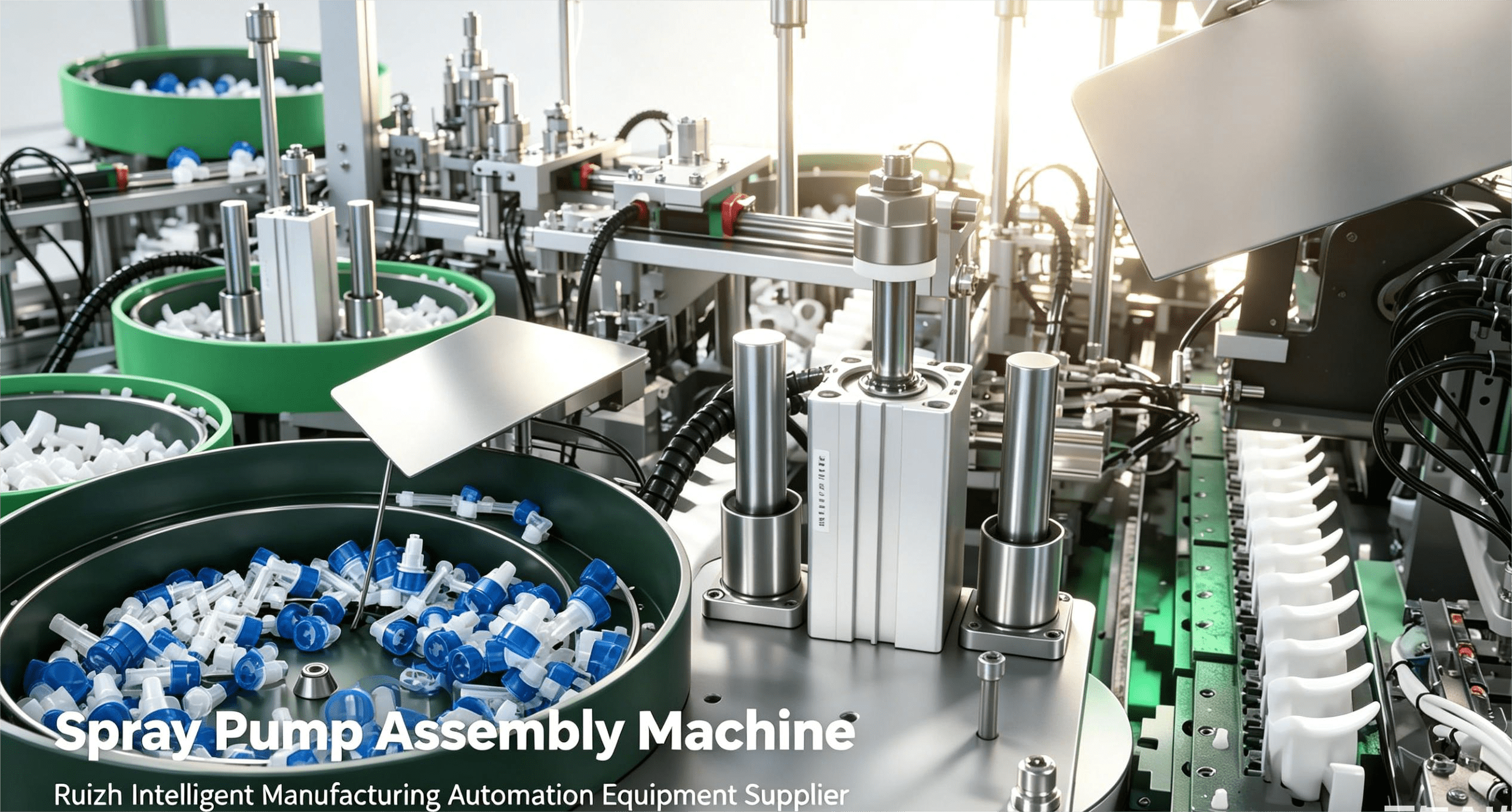
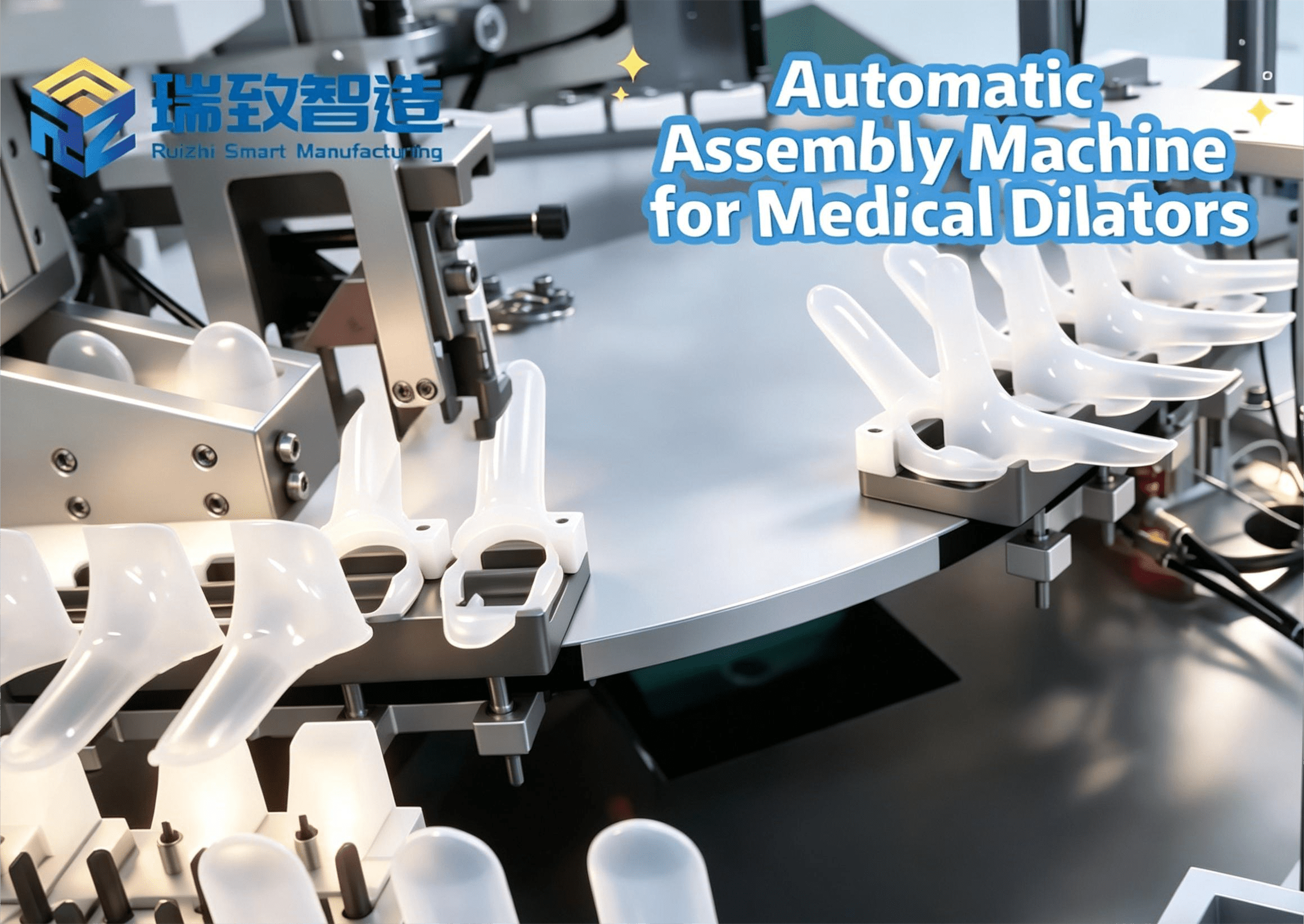
3.3 Tıbbi Cihazlar: Yüksek Hassasiyetli, Düşük Hacimli Üretim için "Kesin Bir Çözüm"
Dava:Bir şırınga işletmesinin özelleştirilmiş üretim hattı, şırınga üretimini karşılar farklı dozlar ve malzemeler (plastik/cam):
- Çekirdek Teknoloji:Kuvvet kontrollü robotlar pistonları hassas bir şekilde bastırarak yerleştirir (basınç hatası < 0,5N) ve 100% görsel sistemleri ölçek doğruluğunu denetler.
- Değer: Düşük hacimli siparişlerde (≥1.000 adet) üretim maliyetleri 60% azaltıldı ve teslimat döngüleri 2 haftadan 3 güne kısaltıldı.
3.4 Akıllı Ev: Kişiselleştirilmiş Özelleştirme için Bir “Uygulama Taşıyıcısı”
Dava: Özel dolap fabrikasının esnek üretim hattı şunları destekler: kullanıcı tanımlı boyutlar, renkler ve işlevsel modüller:
- Üretim Süreci:Sipariş verileri doğrudan MES'e bağlanır ve CNC ekipmanı farklı levhaları kesen takımları otomatik olarak değiştirir, robotlar ise ayırma ve montaj işlemlerini gerçekleştirir.
- Çığır açan: "Minimum 1 adet sipariş, 7 günlük teslimat" ilkesini benimseyerek, özelleştirilmiş ürün maliyetlerinin standart üretim maliyetlerine yaklaşmasını sağlamak.
Bölüm 4: Esnek Otomasyonun Yükselişinin Arkasındaki Üç İtici Güç
4.1 Pazar Tarafı: Tüketici Egemenliği Çağında Kaçınılmaz Bir Seçim
- Kişiselleştirilmiş Talepte PatlamaAccenture'a göre tüketicilerin %'si özelleştirme için ekstra ücret ödemeye istekli ve bu durum üretimin "düşük hacimli, yüksek çeşitlilikli" modellere kaymasına neden oluyor.
- Artan Sipariş VolatilitesiTedarik zincirindeki belirsizlikler altında, işletmelerin "yoğun sezon artışları ile düşük sezon atıllığı" arasındaki çelişkiyi ele almak için esnek kapasiteye ihtiyacı vardır.
4.2 Teknik Taraf: Çok Alanlı Atılımlar Uygulama Eşiklerini Düşürüyor
- Robotik: Kuvvet kontrolü ve görüş teknolojilerinin olgunluğunun artmasıyla (örneğin, tak-çalıştır özelliğini destekleyen Universal Robots) işbirlikçi robot fiyatları yıllık 15% düşüyor.
- Yapay Zeka + Otomasyon: Takviyeli öğrenme algoritmaları üretim hatlarının “kendi kendini optimize etmesini” sağlar (örneğin, öngörücü bakım, süreç parametresi yinelemesi).
- Nesnelerin İnterneti: 5G + edge computing milisaniye düzeyinde cihaz iletişimi, gerçek zamanlı çoklu ekipman işbirliğini destekler.
4.3 Maliyet Tarafı: Uzun Vadeli Faydalar İlk Yatırımı Karşılar
- Doğrudan Maliyetler:Değişim maliyetleri 70% ile azaltıldı (örneğin, geleneksel hatlarda değişim için 4 saatlik kesinti gerekirken, esnek hatlarda yalnızca 15 dakika yeterli oluyor) ve işçilik maliyetleri 50% ile düşürüldü (insan-robot işbirliği, saf manuel işin yerini alıyor).
- Gizli Faydalar: İyileştirilmiş verim oranları (yeniden işleme kayıplarını azaltarak) ve kısaltılmış teslimat döngüleri (sipariş yanıt yeteneklerini geliştirerek), 3-5 yıl içinde kapsamlı bir yatırım getirisi elde edilebilir.
Bölüm 5: Kalkınma Zorlukları ve Çözümleri
5.1 Teknik Entegrasyon Zorlukları: “Bilgi Siloları” ve “İş Birliği Engelleri”
- Ağrı Noktası:Farklı marka cihazlar arasındaki heterojen iletişim protokolleri (örneğin, robotlar ve PLC'ler arasındaki sinyal etkileşim gecikmeleri) ara yazılım geliştirmeyi veya OPC UA gibi standart protokollerin benimsenmesini gerektirir.
- Çözüm: Bosch Rexroth'un esnek üniteleri gibi "modüler + standartlaştırılmış" tasarımları teşvik edin, önceden entegre edilmiş çözümlerle entegrasyon zorluğunu azaltın.
5.2 Yatırım Getirisi Endişeleri: "Kısa Vadeli Yüksek Yatırım" ve "Uzun Vadeli Değer"
- Veri Karşılaştırması: Sabit üretim hatlarının maliyeti yaklaşık 8 milyon RMB iken, esnek hatların maliyeti yaklaşık 15 milyon RMB'dir, ancak ikincisinin geçiş maliyetleri birincisinin yalnızca 1/10'u kadardır ve çok çeşitli üretimde 40% daha yüksek verimlilik sağlar.
- Strateji: "Aşamalı dağıtım" modelini benimseyin (önce temel süreçleri dönüştürüp, ardından üretim hatlarını genişletin) veya sermaye baskısını azaltmak için finansal kiralama yöntemini kullanın.
5.3 Yetenek Açığı: “Disiplinlerarası Yeteneklerin Eksikliği”
- Mevcut Durum: Otomasyon kontrolünde (PLC programlama), yapay zeka algoritmalarında (örn. Python makine öğrenimi) ve endüstriyel süreçlerde (örn. otomotiv montajı) yetkin yetenekler < 5%'yi oluşturmaktadır.
- Çözüm:Üniversiteler “esnek otomasyon” disiplinlerarası programları ekliyor ve işletmeler “teknoloji + süreç” çift yönlü eğitimleri yürütüyor (örneğin, Fanuc’un robotik sertifikasyon kursları).
Bölüm 6: Gelecek Trendler: Esnek Otomasyonun Evrim Yönleri
6.1 Endüstri 4.0 ile Derin Entegrasyon: Tam Süreçli Dijital İkiz Yönetimi
- Senaryo: Tasarım, üretim ve operasyonu kapsayan “üretim hattı simülasyonu”ndan “tam yaşam döngüsü ikizlerine” kadar, “sanal hata ayıklama – gerçek zamanlı optimizasyon – öngörücü bakım”ın kapalı döngüsü.
6.2 Geliştirilmiş İnsan-Robot Entegrasyonu: "İş Birliği"nden "Simbiyoz"a
- Çığır açan: Yapay zeka destekli "niyet tanıma" teknolojisi (örneğin, görme/jestler aracılığıyla insan operasyon niyetlerini algılama), robotların karmaşık görevlerde (örneğin hassas montaj) insanlara aktif olarak yardımcı olmasını sağlar.
6.3 Dağıtılmış Esnek Üretim: Bölgesel İşbirlikçi Üretim
- Model: Endüstriyel internet platformları aracılığıyla bölgelerdeki küçük ve orta ölçekli fabrikaları birbirine bağlayarak “dağıtık esnek kümeler” oluşturmak ve kapasiteyi siparişlere göre dinamik olarak tahsis etmek (örneğin Yangtze Nehri Deltası banyo endüstrisi kuşağı işbirliği).
6.4 Otonom Öğrenme Sistemleri: “Uygulamadan” “Karar Vermeye”
- Yetenek: Sistemler, makine öğrenimi yoluyla geçmiş verileri analiz ederek süreç parametrelerini otonom olarak optimize eder (örneğin, verim oranlarını iyileştirmek için kaynak akımını ayarlar) ve hatta otomatik olarak üretim planları oluşturur.
Sonuç: Esneklik, Üretimin Gelecekteki Hayatta Kalma Durumu
Esnek otomasyon sistemlerinin yükselişi, esasen üretim sektörünün "belirsizliği" aktif bir şekilde benimsemesini yansıtıyor. Bu, yalnızca teknik araçların bir yinelemesi değil, aynı zamanda üretim kavramlarının ve organizasyon modellerinin bir dönüşümüdür; "ekipman merkezli"den "talep merkezli"ye ve "katı çoğaltma"dan "esnek yaratıma" geçiştir.
Daha fazla işletme "esnek hayatta kalma" becerisine hakim oldukça, üretim gerçekten de "yüksek çeşitlilik, yüksek verimlilik ve düşük maliyet"in bir arada var olduğu yeni bir paradigmaya girecek; belki de Endüstri 4.0 döneminin temel rekabet gücü budur.
#FlexibleAutomationSystems #flexible automation example #montaj şirketi