Flexible Automation Implementation: 10 Key Nodes from Installation to Mass Production

Scene Spotlight:
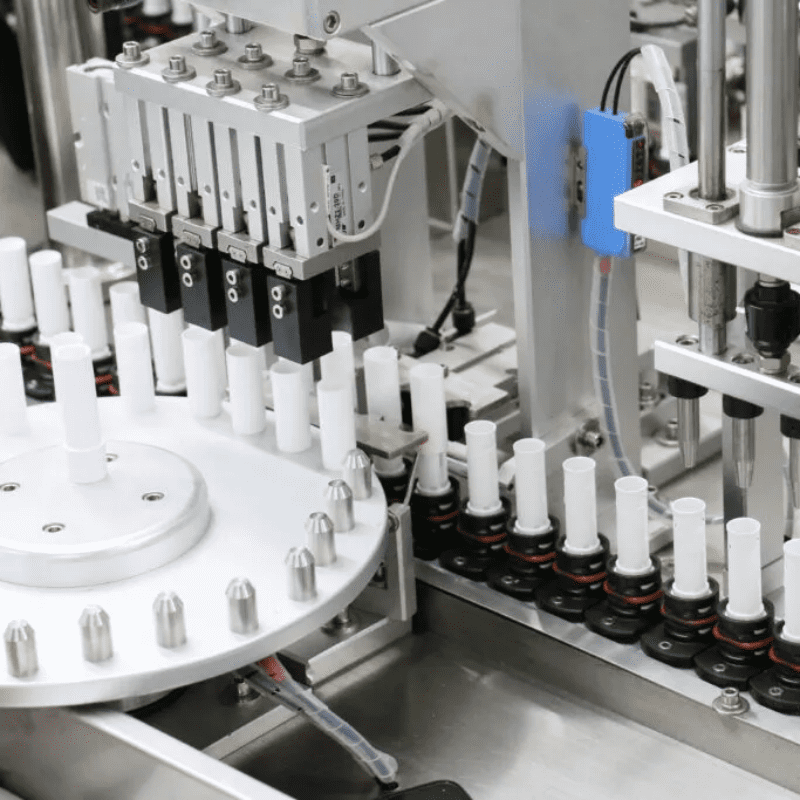
Three months after installing a flexible production line, a new energy battery factory still can’t meet standards—robotic arms occasionally collide when grabbing battery cells, MES system data delays cause scheduling chaos, and workers are confused by the new equipment operation manual. Director Wang sighs at the downtime report: “We invested 8 million yuan, but implementation is harder than selection!”
I. Planning Stage: Turning “Paper Plans” into “Implementable Roadmaps”
1. Process Diagnosis: Clarify Before Transforming
- Core Tasks: Record existing production with full-process video over 3 weeks (precise to each workstation’s time consumption and material flow path), identifying 3 major bottlenecks (e.g., 12% sorting error rate, 40-minute material handling during changeovers);
- Execution Points: Establish a special team across production, process, and IT departments, using Value Stream Mapping (VSM)to mark “value-added/non-value-added actions” (an auto factory found 30% of traditional line time wasted on “tool searching/material waiting”);
- Pitfall Avoidance: Don’t trust suppliers’ “universal solutions.” An electronics factoryed a template without diagnosis, causing incompatibility with aging inspection equipment and incurring 1.5 million yuan in additional modification costs.
2. Resource Matching: Calculate Hidden Gaps in “People, Machines, Materials”
- Personnel Competency Matrix: Stat existing workers’ skills (e.g., 20% electricians, only 5% programmers), plan job transfer training in advance (a factory reserved 10% budget to send 30 people for “robot maintenance” certification, reducing equipment failure rates by 40%);
- Material Standardization: Unify material coding during transformation (e.g., merge 3 similar screws into 1 universal part). A hardware factory reduced fixture replacement needs by 20%, shortening changeover time by 25%.
II. Implementation Stage: 5 Major Battles from “Equipment Arrival” to “Joint Debugging Clearance”
3. Hardware Installation: “Millimeter-Level” Positioning Determines Long-Term Stability
- Core Actions:
- Calibrate equipment bases with laser levels (flatness error ≤0.5mm; a factory reworked for 2 weeks due to robotic arm misalignment from ground settlement);
- Categorize and label cables/tubing (e.g., red for power lines, blue for signal lines). A food factory spent 3 extra days troubleshooting communication faults without labels;
- Case: A 3C OEM required suppliers to provide an Installation Precision Commitment, deducting 1% of the balance for each tolerance exceedance, pushing the construction team to complete high-precision installation 2 days ahead of schedule.
4. Software Integration: Data Connectivity Is the “Soul of Flexibility”
- Must-Dos:
- Test “single-device data collection” first (e.g., real-time robotic arm position, conveyor speed), then debug “multi-device collaboration” (a factory once had 5-second scheduling instruction delays from unsynchronized PLC and MES clocks, causing material congestion);
- Reserve “abnormal data processing mechanisms” (e.g., auto-switch to manual confirmation during sensor failures; a medical device factory had batch rework from unplanned data errors).
5. Personnel Training: From “Fear of Equipment” to “Mastery of Equipment”
- Hierarchical Training Methods:
| Role | Training Focus | Assessment Standard | Case |
| Operators | Quick changeover, abnormal shutdown reset | Complete fixture switch within 10 minutes | A factory designed “gamified assessments,” increasing pass rates by 60% |
| Maintainers | Sensor calibration, basic fault diagnosis | Replace vulnerable parts within 30 minutes | Joint supplier “small-class training” to cultivate 30 “equipment doctors” |
| Engineers | Process parameter optimization, program fine-tuning | Independently input new formulas | Sent 5 people to supplier factories for 2-week on-site learning |
6. Joint Debugging Testing: Force System Maturity with “Extreme Working Conditions”
- Three-Round Testing:
① No-load Run: Verify equipment action logic (e.g., robotic arm path interference; a factory found conveyor-rack spacing was 10mm too narrow, risking collision);
② Full-load Trial: Run 500 cycles with real materials, recording jams (an auto parts factory found 8% material leakage in high-speed screw feeders, forcing supplier to upgrade vibrating plates);
③ Multi-variety Mixed Line: Simultaneously produce 3 most differentiated products (e.g., smallest parts vs. largest components) to test system scheduling priorities (an electronics factory found MES didn’t prioritize “urgent orders,” causing delivery delays).
7. Emergency Response: “Not Afraid of Problems, but Afraid of Being Unprepared”
- Essential Checklist:
- Vulnerable Parts Emergency Kit (including conveyor belts, sensor probes, quick-change fixture batteries; a factory suffered 12-hour downtime from an unprepared belt break);
- Offline Operation Manual (images + videos, marked with “3-minute quick troubleshooting steps”). A hardware factory used QR codes for “scan-to-watch fault handling animations,” shortening average processing time by 40%.
III. Mass Production Stage: 3 Key Actions from “Barely Meeting Standards” to “Continuous Optimization”
8. Ramp-Up Optimization: “Deep Data Dive” in the First 3 Months
- Daily Three Reports:
- Equipment OEE Daily Report(focus on three wastes: changeover loss, material waiting downtime, quality defects). A factory found “fixture positioning pin wear” during changeovers was the main cause, reducing losses by 30% through regular lubrication;
- Employee Operation Log(records “steps still requiring manual intervention”). A food factory optimized HMI based on this, reducing misoperation rates from 9% to 3%;
- Quality Fluctuation Curve(compares CPK values between flexible and traditional lines). An electronics factory found new line “welding point tensile standard deviation” narrowed by 50%, boosting confidence to expand capacity.
9. Organizational Adaptation: Truly Implement “Human-Machine Collaboration”
- Job Reengineering:
- Establish “production line coordinators” (responsible for cross-equipment exception handling, reducing 30% downtime waiting in a factory);
- Promote “multi-skill certification” (operators master 2 equipment operations, enabling “flexible support between workstations” and increasing capacity utilization by 15% in an auto factory).
10. Continuous Iteration: The Essence of Flexibility Is “Always Evolving”
- Quarterly Upgrades:
- Collect production pain points (e.g., new products requiring vision recognition algorithm optimization; a 3C factory submits 5-8 optimization items to suppliers quarterly);
- Participate in industry technical exchanges (a medical device factory learned a “quick fixture switch” patent from peers, self-modifying to reduce changeover time by 2 more minutes).
IV. Timeframes and Risk Controls for Different Stages
| Stage | Typical Duration | Core Risks | Control Measures |
| Planning | 4-8 weeks | Requirement omission, resource mismatch | Introduce external consultants for process diagnosis |
| Implementation | 12-24 weeks | Installation deviation, system disconnection | Daily engineering meetings + progress red-yellow-green boards |
| Mass Production Ramp-Up | 8-16 weeks | Personnel adaptation, parameter fluctuation | Establish “mentor-apprentice” pairing + automatic parameter backup |
V. Peer Practices: Real Paths from “Pitfalls” to “Smooth Production”
Case 1: An Electronics Factory (Medium-sized, 300 employees)
- Pain Point: Slow delivery of multi-variety small-batch orders, 2-hour changeover time
- Implementation Path:
① First transform sorting + assembly workstations (2 million yuan investment), achieving “8-minute changeover” within 3 months;
② During mass production, found “high vision recognition misjudgment rate,” optimized algorithms with suppliers (solved within 2 weeks);
③ Expanded to the entire line after 1 year, shortening small-order delivery cycles from 7 days to 3 days, increasing annual profits by 4 million yuan.
Case 2: An Auto Parts Factory (Large-sized, 2000 employees)
- Lesson: Transformed the entire factory at once, ignoring “old equipment compatibility,” causing 4-month joint debugging delays
– (Revised Plan):
① Designate “pilot production lines” (first transform after-sales parts lines, replicate after verification);
② Establish a “dual-track operation period” (new and old lines run in parallel for 2 months for smooth transition);
③ Finally increased OEE from 60% to 82%, reducing equipment idle costs by 60%.
Act Now: Free Download Flexible Automation Implementation Manual
Scan the code and reply “Implementation” to get a practical toolkit including:
- 10-Node Progress Table(Excel template, customizable milestones and responsible persons);
- Exception Handling Quick Reference(covers “troubleshooting steps + spare parts lists” for 50 common faults);
- Employee Training Course Package(includes PPTs, operation videos, assessment question banks for direct reuse).
Flexible automation implementation isn’t “completed when equipment arrives”—it’s “end-to-end fine-grained management from planning to mass production.” While your enterprise frets over “equipment debugging bottlenecks” or “unskilled workers,” smart peers have already enabled flexible lines to achieve rapid efficiency through strategies of “phased breakthroughs, data-driven decisions, and full-team participation.” The next issue, Flexible Automation Talent Cultivation: The Transformation Path from “Operators” to “Smart Technicians”, will teach you to build core teams supporting flexibility, avoiding the embarrassment of “advanced equipment held back by personnel.”
(Follow us for more implementation guides, ensuring every transformation step delivers solid results!)
#automatic tray return system #spring tray #automated tray return system singapore