Industrial Robot Integration Applications: Unlocking the Code for Production Line Automation Upgrades

In the new normal of “multi-variety, small-batch” manufacturing, upgrading production line automation is no longer just about “replacing humans with machines.” Instead, it achieves deep integration of hardware, software, and processes through industrial robot integration applications, constructing flexible and efficient production systems. From automotive parts to 3C electronics, and from injection molding to welding, robot integration is redefining the “evolution path” of production lines.
I. Technical Architecture of Robot Integration: A Collaborative Revolution of Hardware, Software, and Processes
Industrial robot integration is not a “solo operation” of robotic arms but a complex systems engineering:
1. Hardware Layer: Precise Collaboration of Sensing and Execution
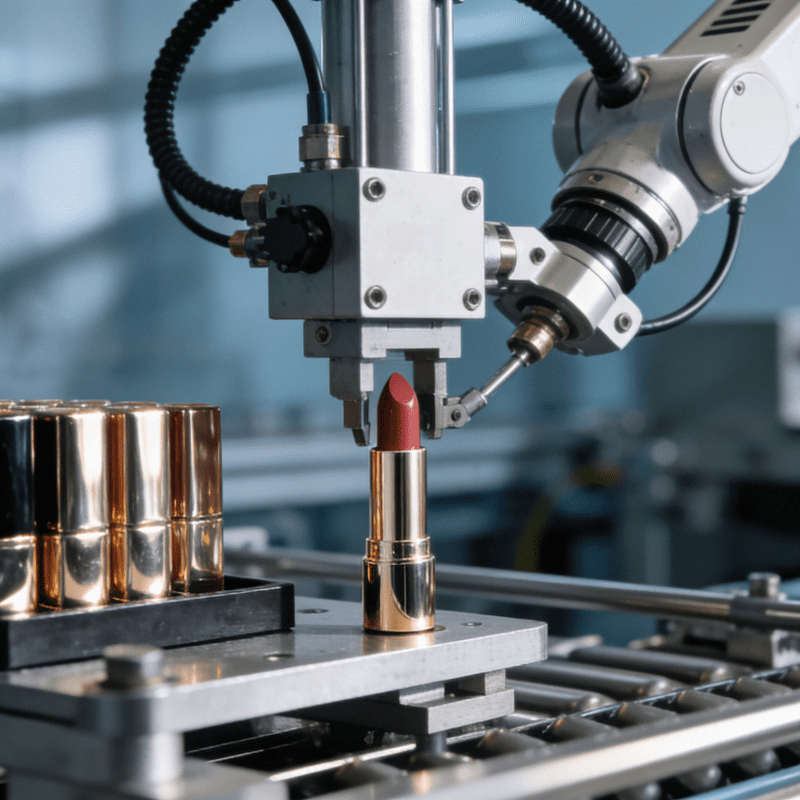
- Robotic Arms: Six-axis robots (covering complex trajectories) and collaborative robots (for human-robot coexistence scenarios) are the mainstays, flexibly adapting to loads from 3kg (3C assembly) to 500kg (heavy-duty handling).
- End Effectors: Grippers (pneumatic/electric, suitable for workpieces of different shapes), welding torches (laser/arc, precision ±0.1mm), and suction cups (vacuum adsorption for thin-walled parts) can be switched within 30 seconds via quick-change devices.
- Sensors: Force sensors (controlling grinding pressure ±5N) and visual sensors (positioning accuracy ±0.05mm) enable robots to “perceive the environment” and avoid collisions and errors.
2. Software Layer: The Intelligent Brain of Scheduling and Algorithms
- Scheduling System: Based on task priority and path planning algorithms, it coordinates multi-robot collaboration (e.g., timing synchronization between part-loading robots and palletizing robots in injection molding workshops), reducing waiting time by 30%.
- Process Algorithms: Customized for scenarios like welding and assembly. For example, the welding trajectory planning algorithm can adjust paths in real-time according to workpiece deformation, reducing the welding defect rate from 5% to 0.5%.
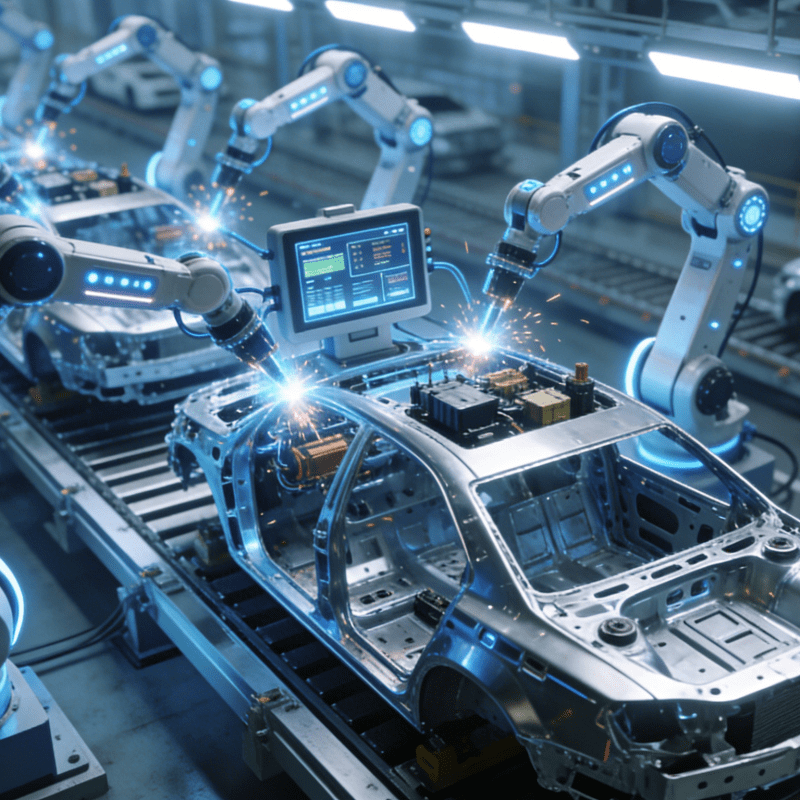
3. Case Study: The Transformation of an Automotive Wheel Production Line
The wheel production line of an automotive parts enterprise once faced bottlenecks due to slow model changeovers and excessive manual intervention:
- Before transformation: Model changeover required 2 hours, 8 workers per shift, and a yield rate of 95%.
- Integration solution: Six-axis robot + visual guidance + scheduling system, realizing the full process of “automatic part loading → grinding → inspection → palletizing.”
- Results: Changeover time reduced to 1 hour (50% decrease), labor reduced to 4 workers (50% decrease), and yield rate increased to 98.5% (optimized by process algorithms).
II. Modular Programming: Cracking the Flexible Code for “Multi-Variety Production”
The core pain point of multi-variety production is changeover efficiency, and modular programming enables robot integration solutions to have “versatile capabilities”:
1. Hardware Modularization: Rapid Structural Reorganization
- Mechanical Modules: Guide rails and supports use standardized interfaces, allowing rapid adjustment of production line layouts through quick-release structures (e.g., for 3C production lines, switching from mobile phones to tablets takes <2 hours).
- End Modules: Quick-change devices support “plug-and-play” for end effectors like grippers and welding torches, completing tool switching in 30 seconds to adapt to workpieces of different shapes.
2. Software Modularization: A Revolution in Programming Efficiency
- Parametric Programming: A pre-set product process parameter library (e.g., the “speed-force-path” combination for injection molding part loading) allows calling corresponding parameters when switching products, reducing programming time from 4 hours to 10 minutes.
- Graphical Programming: Workers can generate robot programs by dragging and dropping functional modules like “part loading, handling, and placement,” requiring no coding foundation and lowering the technical threshold.
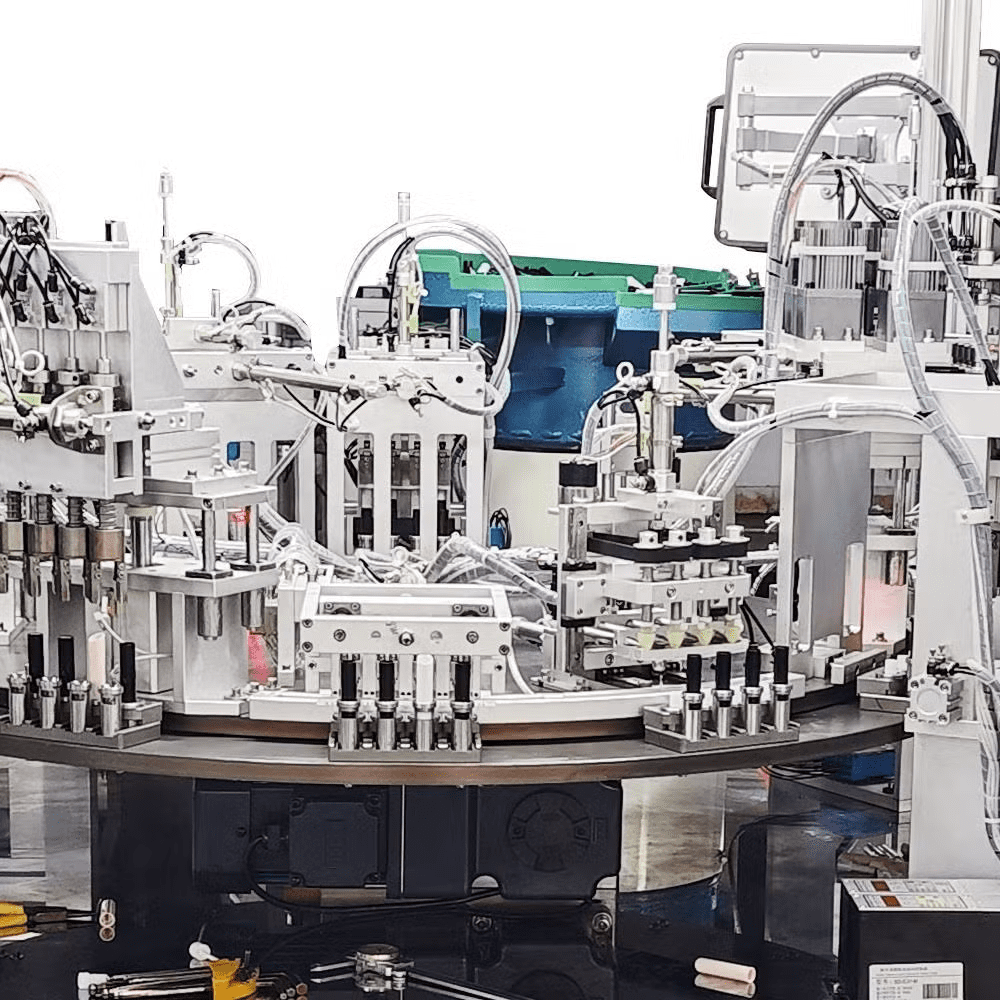
3. Practical Application: The “Flexible Miracle” of a 3C Contract Manufacturer
A 3C contract manufacturer needs to produce mobile phones, tablets, and smartwatches simultaneously:
- Soluzione: Modular mechanical structure (expandable guide rails) + parametric programming system.
- Achievements: Changeover time <10 minutes, equipment utilization rate increased from 70% to 95%, a single production line compatible with 8 product types, and labor costs reduced by 40%.
III. Three Key Steps for Implementing Robot Integration
From solution design to production line commissioning, robot integration must overcome the challenges of “precise adaptation” and “stable operation”:
1. Requirement Diagnosis: Targeting Production Line “Pain Points”
- Quantified Goals: Define specific indicators for cost reduction (e.g., 30% labor cost reduction), efficiency improvement (50% capacity increase), and quality enhancement (5% yield rate improvement).
- Process Decomposition: Identify production line bottlenecks through Value Stream Mapping (VSM) (e.g., “part loading waiting time” accounts for 30% in the injection molding workshop).
2. Solution Design: Risk-Free Transformation Preview via Digital Twin
- Virtual Commissioning: Simulate robot movements (e.g., welding trajectories, part loading paths) in a digital twin system to avoid equipment interference and beat mismatch in advance, shortening on-site commissioning time by 40%.
- Flexibility Reserve: Reserve 20% hardware expansion interfaces (e.g., guide rail length, robot load redundancy) during design to cope with future product iterations.
3. Debugging and Optimization: Evolving from “Functional” to “Optimal”
- Accuracy Calibration: Use a laser calibrator to calibrate the robot’s repeat positioning accuracy to ±0.05mm, meeting precision assembly requirements.
- Process Iteration: Collect production data (e.g., welding pressure, part loading speed) to optimize algorithms reversely, continuously improving the yield rate (e.g., 1% monthly optimization).
Industrial robot integration essentially transforms “technological dividends” into “production dividends”—enabling production lines with “adaptive capabilities” through hardware flexibility, software intelligence, and process deepening. As more enterprises break through the technical barriers of “integration,” automation upgrades will truly shift from “cost investment” to “profit engines.”
#IndustrialRobotIntegration #FlexibleProductionLineTransformation #ProductionLineAutomationUpgrade