Sissejuhatus: Tootmistööstuse „paindlikkusrevolutsiooni” eelõhtul
Personaliseeritud tarbimistrendide ja tarneahela ebakindluse kahetise jõu poolt ajendatuna läbib tootmissektor põhjalikku ümberkujundamist „massreplikatsioonist“ „masskohandamiseni“. Paindlikud automatiseerimissüsteemid– kui „kohandatud nõudmisi” ja „tõhusat tootmist” ühendav põhimootor – määratlevad uuesti tööstustootmise aluseks olevat loogikat. Need ei ole pelgalt tehnilised süsteemid, vaid „ellujäämispõhimõte”, mille abil tootmine saab tulevaste keeruliste konkurentsidega toime tulla.
1. peatükk: Paindlikud automatiseerimissüsteemid: definitsioonid ja põhiomadused
1.1 Definitsioon: dünaamiliselt adaptiivne tootmissüsteem
Paindlik automatiseerimissüsteem on integreeritud tootmissüsteem, mis ühendab endas intelligentne juhtimine, koostöörobootika, nutikas sensoritehnoloogia ja digitaalne tarkvaraSelle põhivõime seisneb tootetüüpide kiire vahetamine, tootmismahtude paindlik kohandamine sama tootmisliini piires, toetades samal ajal protsesside iteratsioone ja seadmete laiendamist—võimaldades tõhusat väikesemahulist ja laia valikut tootmist.
1.2 Neli põhilist paindlikkusfunktsiooni
- Product FlexibilityLäbi modulaarne tööriistakomplekt, võrguühenduseta programmeerimine ja visuaalne tuvastaminetehnoloogiate puhul lüheneb tootevahetuse aeg tundidelt minutitele (nt autotööstuse tootmisliinidel, mille vahetusaeg on < 10 minutit).
- Volume FlexibilityTuginedes robotklastri ajastamine ja dünaamiline tootmisrütmi juhtimine, tootmisvõimsust saab paindlikult kohandada vahemikus 30%–120%, et reageerida tellimuste kõikumistele.
- LaienemispaindlikkusLapsendamine standardiseeritud liidesed ja avatud arhitektuuriduusi seadmeid (nt koostööroboteid) saab sujuvalt integreerida, toetades protsesside täiustamist (nt kontrollmoodulite lisamine).
- Hoolduse paindlikkusLäbi digitaalsete kaksikute diagnostika ja iseparandusalgoritmid, lüheneb rikke reageerimisaeg enam kui 50% võrra, vähendades seisakuaegseid kadusid.
2. peatükk: Paindliku automatiseerimise tehniline arhitektuur: multitehnoloogilise koostöö „nutikas keskus“
Paindlikud automatiseerimissüsteemid toimivad kolme tehnilise kihi sünergial: taju, otsuste langetamine ja elluviimine:
2.1 Tundlik kiht: tootmise „närvilõpmed”
- Visuaalne tajumine3D-kaamerad (eraldusvõime ≤ 0,02 mm) tuvastavad tootemudeleid ja määravad kindlaks montaažipunktid, toetades segamudelite tootmist.
- Force Sensing6-teljelised jõuandurid (täpsus ±0,1 N) kontrollivad koosturõhku, tagades täppiskomponentide (nt kiibid, ventiilikorpused) saagikuse määra.
- Nihke/rõhu tuvastamineTööriistade kinnitusvahendite oleku reaalajas jälgimine deformatsiooniriskide hindamiseks.
2.2 Intelligentne juhtimiskiht: otsuste langetamise „aju“
- RiistvaraPLC-d (nt Siemens S7-1500) + tööstusarvutid loovad reaalajas juhtimisvõrke, mille reageerimisviivitused on < 10 ms.
- AlgoritmidKasutades geneetilised algoritmid (ülesannete ajastamine)and tugevdusõpe (tee optimeerimine), robotite ülesanded jaotatakse dünaamiliselt, suurendades tootmisliini bilansi määra üle 90%.
2.3 Täitmisüksused: tegevuse „paindlik keha”
- KoostöörobotidKandevõime 3–10 kg, varustatud jõuga juhitavate efektormehhanismidega (nt Robotiq haaratsid), mis võimaldavad inimese ja roboti ohutut koostööd (ohutustase PLd).
- Paindlik tööriistakastAdaptiivsed kinnitusdetailid (nt pneumaatilised mitme sõrmega haaratsid), mis ühilduvad ≥10 tootetüübiga programmi vahetamise kaudu positsioneerimiseks ja kinnitamiseks.
- AGV klastridLaser-SLAM-navigatsioon dünaamiliseks materjalijaotuseks, mille teekonna planeerimise reageerimisaeg on < 1 sekund.
2.4 Tarkvara koostöökiht: andmete „vereringe”
- MES-süsteemReaalajas tellimuste vastuvõtt, automaatne tootmisplaani genereerimine ja teostamiseks vajalik koostöö tootmisliini seadmetega.
- Digitaalne kaksik1:1 virtuaalse tootmisliini simulatsioon üleminekuplaanide (nt tööriistade vahetamine, programmi kohandamine) eelkontrolliks, vähendades seisakuid ja silumist 30% abil.
- SCADA-süsteemKoguge seadmete olekut ja protsessiparameetreid (nt rõhk, temperatuur) digitaalsete tootmisprofiilide loomiseks.
3. peatükk: Paindliku automatiseerimise levik tööstuses: autotööstusest nutika koduni
3.1 Autotööstus: segamudelite tootmise „etalonlahinguväli”
CaseSaksa autotootja uus energiatootmisliin kasutab paindlikku automatiseerimist, et saavutada segatootmine täiselektrilised, hübriid- ja kütuseautod:
- ÜmberlülitusloogikaVisuaalsed süsteemid tuvastavad sõidukite VIN-koodid ja kutsuvad automaatselt käivitama vastavad programmid (robotiteed, tööriistade parameetrid).
- TulemusedTootmisliin ühildub 8 sõidukimudeliga, mille ümberlülitusaeg on < 8 minutit ja tootmisvõimsuse rakendusaste on suurenenud 85%-ni (traditsioonilistel liinidel ainult 60%).
3.2 Elektroonika 3C: tööriist „iteratsiooniärevuse” lahendamiseks
CaseNutitelefonide lepingulise tootja paindlik tootmisliin toetab samaaegset tootmist mitut brändi, mitut mudelit (nt kokkupandavad/sirge ekraaniga):
- Tehniline tugiNägemisjuhitavad robotid vahetavad automaatselt imemisotsikuid (kohandudes erinevate sõela suurustega) ja MES loob ühenduse tarnijatega, et saavutada „nullvaru“ söötmine.
- TulemusedTarnetsüklid lühenesid 40% võrra, tellimustele vastamise kiirus vähenes 7 päevalt 3 päevale ja defektide määr langes 0,05%-ni.
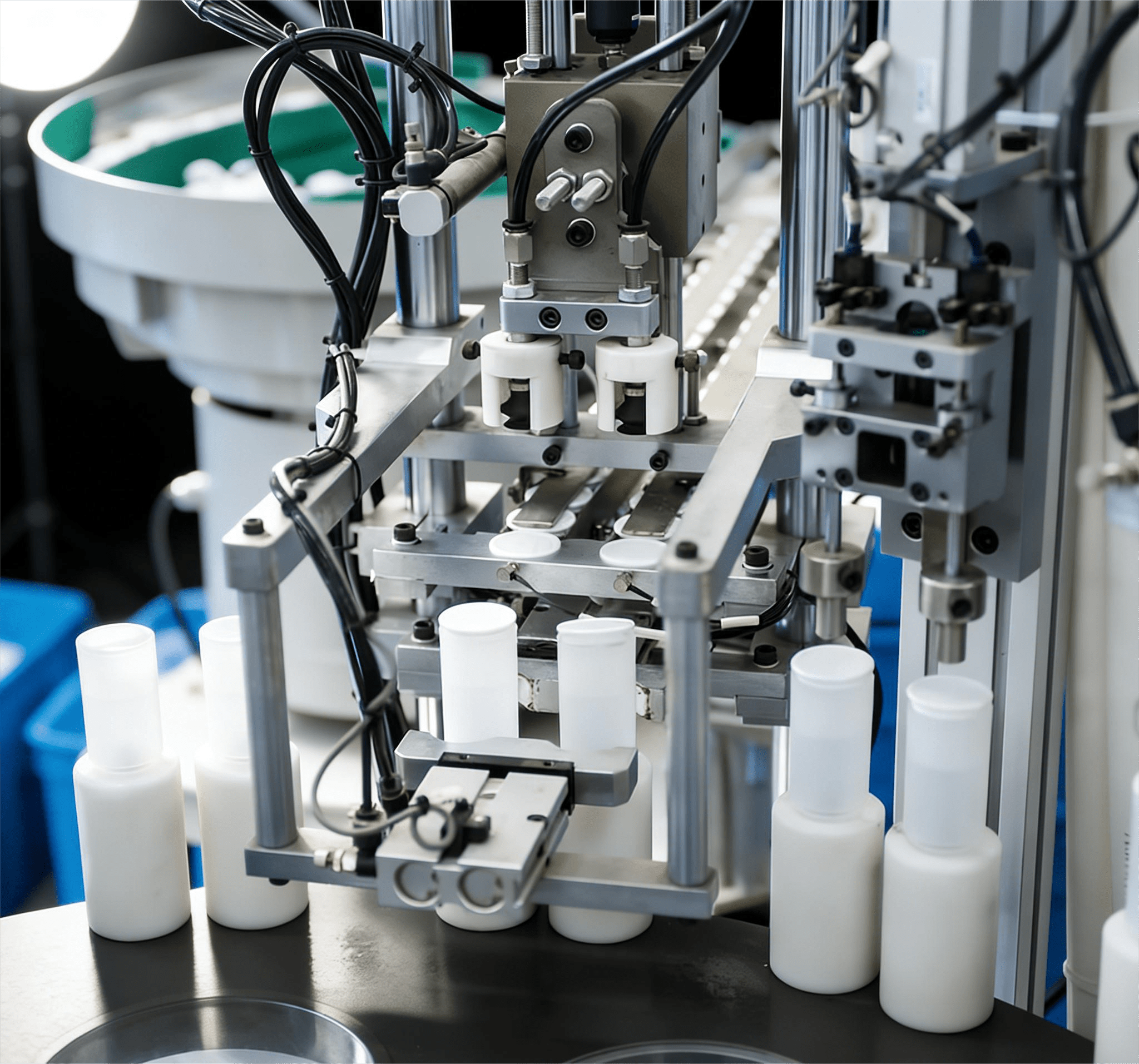
3.3 Meditsiiniseadmed: täpne lahendus ülitäpseks ja väikesemahuliseks tootmiseks
CaseSüstlaettevõtte kohandatud tootmisliin vastab süstalde tootmise nõuetele erinevad annused ja materjalid (plastik/klaas):
- PõhitehnoloogiaJõuga juhitavad robotid pressivad kolvid täpselt kokku (rõhuviga < 0,5 N) ja visuaalsed süsteemid 100% kontrollivad kaalu täpsust.
- VäärtusVäikesemahuliste tellimuste (≥1000 ühikut) tootmiskulud vähenesid 60% võrra ja tarnetsüklid lühenesid 2 nädalalt 3 päevale.
3.4 Nutikas kodu: isikupärastatud kohandamise „rakenduskandja“
CaseEritellimusel valmistatud kappide tehase paindlik tootmisliin toetab kasutaja määratud suurused, värvid ja funktsionaalsed moodulid:
- TootmisprotsessTellimuste andmed ühenduvad otse MES-iga ja CNC-seadmed vahetavad automaatselt tööriistu (lõikavad erinevaid plaate), robotid sorteerivad ja monteerivad.
- LäbimurreSaavutada „1-tükiline miinimumtellimus, 7-päevane tarne“, kusjuures kohandatud toodete maksumus läheneb standardiseeritud tootmise maksumusele.
4. peatükk: Paindliku automatiseerimise esiletõusu taga olevad kolm liikumapanevat jõudu
4.1 Turu pool: vältimatu valik tarbijasuveräänsuse ajastul
- Isikupärastatud nõudluse plahvatusAccenture'i andmetel on 651 ja 3 tk tarbijatest valmis maksma kohandamise eest lisatasu, sundides tootmist üle minema „väikese mahuga, suure valikuga“ mudelitele.
- Suurem tellimuse volatiilsusTarneahela ebakindluse tingimustes vajavad ettevõtted paindlikku suutlikkust, et lahendada vastuolu „tipphooaja hüppelise nõudluse ja hooajavälise seisaku“ vahel.
4.2 Tehniline pool: mitme valdkonna läbimurded madalamad rakendusläved
- RobootikaKoostöörobotite hinnad langevad 151 TP3 biljoni võrra aastas, kuna jõujuhtimise ja nägemistehnoloogiad on küpsemad (nt Universal Robots toetab plug-and-play põhimõtteid).
- Tehisintellekt + automatiseerimineTugevdusõppe algoritmid võimaldavad tootmisliinidel „eneseoptimeeruda“ (nt ennustav hooldus, protsessiparameetrite iteratsioon).
- Asjade internet5G + servap andmetöötlus millisekundilise tasemega seadmete kommunikatsioon, mis toetab reaalajas mitme seadme koostööd.
4.3 Kulude pool: pikaajalised hüved katavad esialgse investeeringu
- Otsesed kuludÜmberlülituskulud vähenesid 70% võrra (nt traditsioonilised liinid vajavad ümberlülitamiseks 4 tundi seisakut, samas kui paindlikud liinid vajavad vaid 15 minutit) ja tööjõukulud vähenesid 50% võrra (inimese ja roboti koostöö asendab puhta käsitsitöö).
- Varjatud eelisedParemad tootlusmäärad (vähendades ümbertöötlemise kadusid) ja lühemad tarnetsüklid (parandades tellimustele reageerimise võimekust), kusjuures ulatuslik investeeringutasuvus on saavutatav 3–5 aasta jooksul.
5. peatükk: Arenguväljakutsed ja lahendused
5.1 Tehnilise integratsiooni raskused: „infosilod” ja „koostöö tõkked”
- ValupunktErinevate kaubamärkide seadmete vahelised heterogeensed kommunikatsiooniprotokollid (nt robotite ja PLC-de vahelised signaalide interaktsiooni viivitused) nõuavad vahetarkvara arendamist või standardiseeritud protokollide, näiteks OPC UA, kasutuselevõttu.
- LahendusEdendada „modulaarset + standardiseeritud“ disaini, näiteks Bosch Rexrothi paindlikke seadmeid, vähendades integreerimisraskusi eelintegreeritud lahenduste abil.
5.2 Investeeringutasuvuse probleemid: „lühiajaline suur investeering” vs. „pikaajaline väärtus”
- Data ComparisonJäigad tootmisliinid maksavad ~8 miljonit RMB, samas kui painduvad liinid maksavad ~15 miljonit RMB, kuid viimaste üleminekukulud on vaid 1/10 esimestest, kusjuures 40% on mitmekesise tootmise puhul efektiivsem.
- StrateegiaKapitalisurve vähendamiseks võtta kasutusele „etappide kaupa juurutamise” mudel (esmalt põhiprotsesside ümberkujundamine ja seejärel tootmisliinide laiendamine) või finantsliising.
5.3 Talendipuudus: „Interdistsiplinaarsete talentide puudus“
- Praegune olukordAndekad töötajad, kellel on laitmatud teadmised automatiseerimise juhtimisest (PLC programmeerimine), tehisintellekti algoritmidest (nt Pythoni masinõpe) ja tööstusprotsessidest (nt autode kokkupanek), moodustavad < 5%.
- LahendusÜlikoolid lisavad interdistsiplinaarseid „paindliku automatiseerimise“ programme ja ettevõtted viivad läbi kahesuunalist „tehnoloogia + protsess“ koolitust (nt Fanuci robootika sertifitseerimiskursused).
6. peatükk: Tulevikutrendid: paindliku automatiseerimise evolutsioonisuunad
6.1 Sügav integratsioon Tööstus 4.0-ga: täisprotsessiline digitaalse kaksiku haldamine
- ScenarioAlates „tootmisliini simulatsioonist“ kuni „täieliku elutsükli kaksikuteni“, mis hõlmavad projekteerimist, tootmist ja käitamist, on tegemist suletud tsükliga „virtuaalne silumine – reaalajas optimeerimine – ennustav hooldus“.
6.2 Täiustatud inimese ja roboti integratsioon: koostööst sümbioosini
- LäbimurreTehisintellektil põhinev kavatsuste tuvastamise tehnoloogia (nt inimese tegevuskavatsuste tajumine nägemise/žestide kaudu) võimaldab robotitel inimesi aktiivselt abistada keerukates ülesannetes (nt täppismontaaž).
6.3 Hajutatud paindlik tootmine: regionaalne koostööl põhinev tootmine
- ModelVäikeste ja keskmise suurusega tehaste ühendamine piirkondades tööstuslike internetiplatvormide kaudu, et moodustada „hajutatud paindlikke klastreid“, jaotades dünaamiliselt võimsust tellimuste põhjal (nt Jangtse jõe delta vannitoatööstuse koostöövöönd).
6.4 Autonoomsed õppesüsteemid: teostusest otsuste langetamiseni
- VõimekusSüsteemid analüüsivad masinõppe abil ajaloolisi andmeid, et autonoomselt optimeerida protsessiparameetreid (nt keevitusvoolu reguleerimine saagikuse parandamiseks) ja isegi automaatselt genereerida tootmisplaane.
Kokkuvõte: paindlikkus kui tootmise tulevane ellujäämisriik
Paindlike automatiseerimissüsteemide esiletõus peegeldab sisuliselt tootmise aktiivset „ebakindluse“ omaksvõtmist. See ei ole pelgalt tehniliste vahendite iteratsioon, vaid tootmiskontseptsioonide ja organisatsioonimudelite ümberkujundamine – nihkumine „seadmekeskselt“ „nõudluskesksele“ ja „jäigast replikatsioonist“ „paindlikule loomisele“.
Kuna üha rohkem ettevõtteid omandab „paindliku ellujäämise“ võime, siseneb tootmine tõeliselt uude paradigmasse, kus eksisteerivad koos „suur mitmekesisus, kõrge efektiivsus ja madalad kulud“ – see on võib-olla Tööstus 4.0 ajastu peamine konkurentsivõime.
#FlexibleAutomationSystems #flexible automation example #montaažifirma